
实验室、科研、军工、医疗、航空领域
微细孔/高端精密五金件 · 14年头部供应商
微细孔/高端精密五金件 · 14年头部供应商
-
微信咨询

- 全国客服:18898367360
日期:2025-09-09 编辑:富泰鑫五金 阅读: 1
钟表配件加工工艺复杂,我会保留设备选型、刀具匹配、工艺参数设定三大核心要点,减少参数占比,融入CNC数控加工、钟表配件冲压加工等关键词,从工艺对比、应用场景等角度展开。
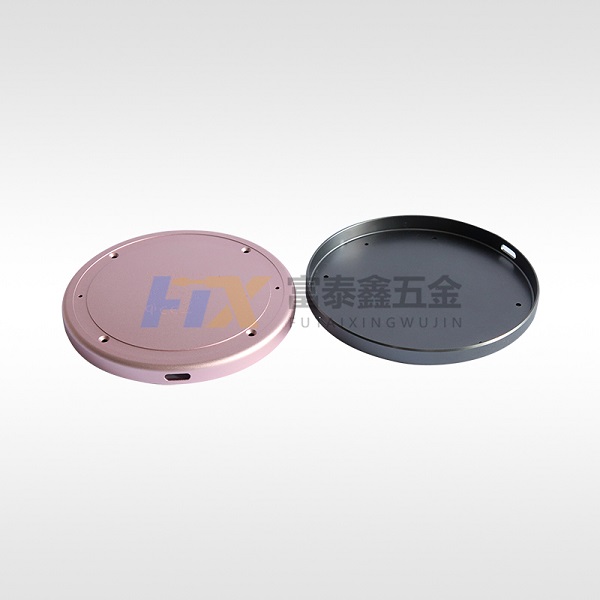
钟表配件因结构精密、尺寸微小,对加工工艺的要求远高于普通五金件。目前,CNC数控加工与钟表配件冲压加工是行业内的两大主流方式,其中CNC电脑锣的加工效果又取决于“设备选型、刀具匹配、工艺参数设定”三大核心要点,每一环都直接影响配件的精度、表面质量与使用寿命。

要点一:设备选型需匹配钟表配件的 “微精密特性”
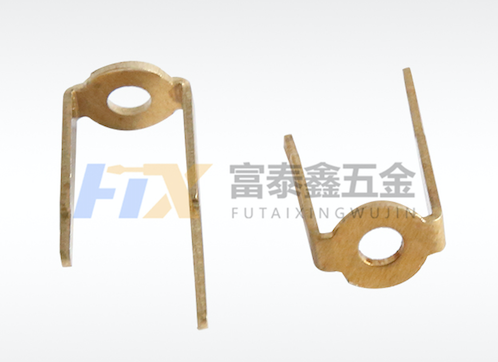
CNC数控加工在处理钟表配件的微精密特性上独具优势。选择CNC电脑锣时,主轴精度与数控系统分辨率是关键考量因素。相比冲压加工,CNC数控加工在处理如机芯齿轮、指针轴这类微米级精度需求的配件时更具灵活性,可通过控制主轴的径向跳动与轴向窜动,避免齿轮齿形误差。其数控系统的高分辨率,能确保刀具路径精准,像加工钟表“游丝外桩”的螺纹时,能实现高精度控制。对于多功能表的计时按钮组件等复杂配件,五轴 CNC电脑锣的多轴联动功能,可实现空间复杂曲面一次成型,减少多次装夹误差,这是冲压加工难以企及的。
要点二:刀具匹配需兼顾“材料特性”与“加工精度”
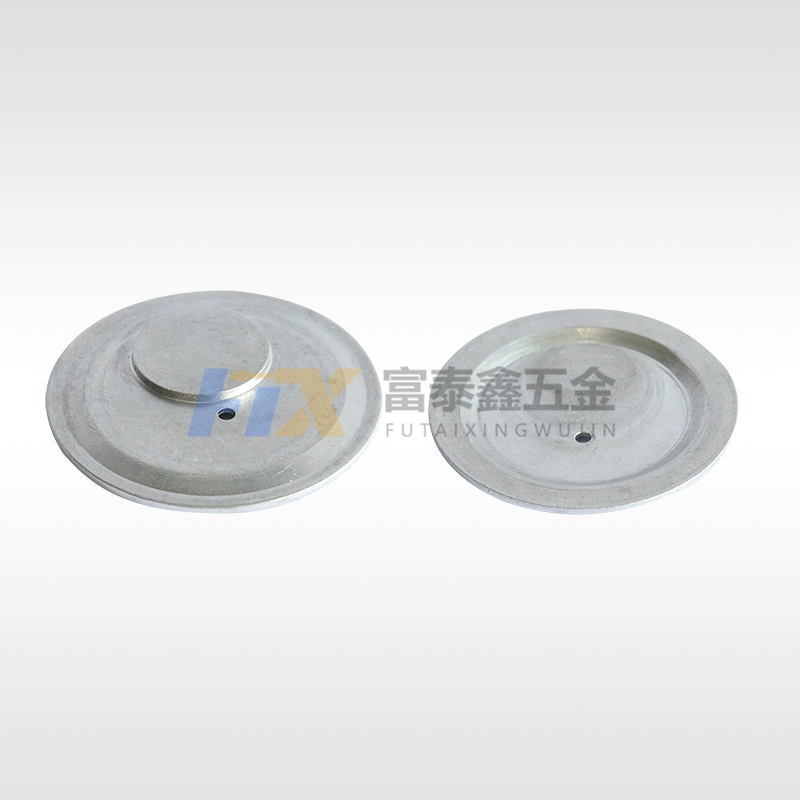
钟表配件常用黄铜、不锈钢、钛合金、蓝宝石等材料,在CNC数控加工过程中,不同材料需搭配专用刀具。以表盘加工为例,黄铜材质采用高速钢刀具,能保证表面精度;不锈钢表壳深孔加工,硬质合金涂层刀具可提升耐磨性;蓝宝石表镜边缘倒角则需金刚石刀具实现镜面级切削。与冲压加工依赖模具不同,CNC数控加工通过更换刀具和刀柄,就能适应不同材料和精度要求,且对刀柄与主轴的配合精度要求严格,防止刀具高速旋转时偏移。
要点三:工艺参数设定需“精细化调试”
CNC电脑锣加工钟表配件时,工艺参数需精准设定。与钟表配件冲压加工固定的模具成型方式不同,CNC数控加工可根据配件结构、材料与加工工序灵活调整。以钟表指针轴加工为例,粗加工采用“高进给、中转速”快速去除余量,精加工切换为“低进给、高转速”确保精度,并通过水溶性切削液控制切削热。对于薄壁配件,分层切削策略能避免材料变形,这种精细化的工艺控制,是冲压加工无法做到的。



 网站首页
网站首页
 电话咨询
电话咨询