
实验室、科研、军工、医疗、航空领域
微细孔/高端精密五金件 · 14年头部供应商
微细孔/高端精密五金件 · 14年头部供应商
-
微信咨询

- 全国客服:18898367360
日期:2021-11-08 编辑:富泰鑫五金 阅读: 1594
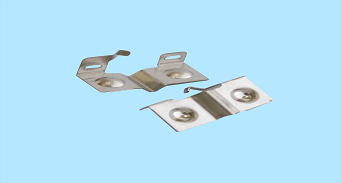
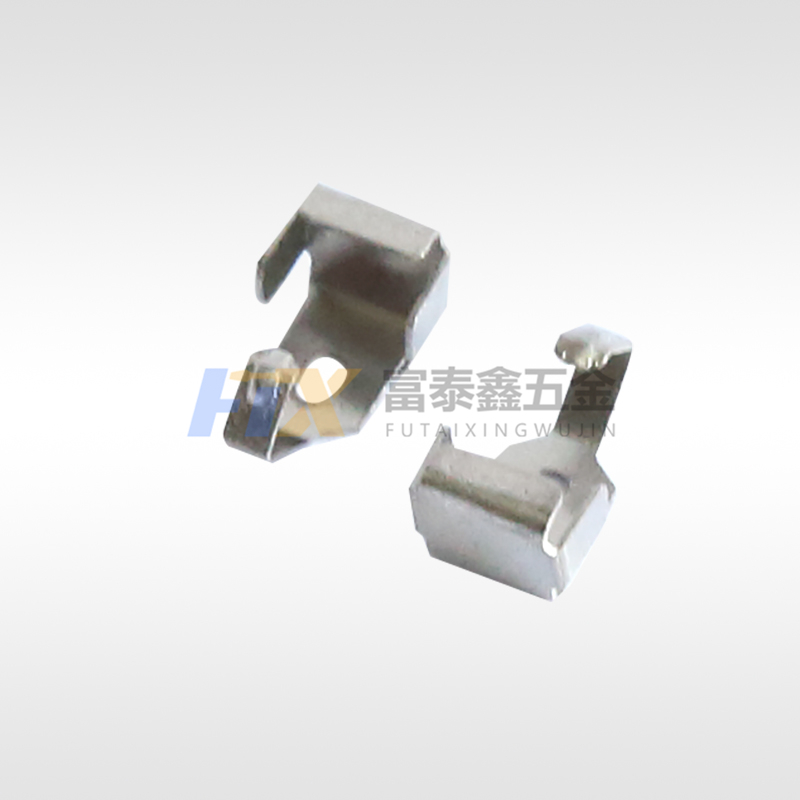
五金配件加工是一项重要的工作之一,如果没有专业的加工厂家来加工这些零件,那么就会导致很多产品都不能拼装成功,所以五金配件加工的重要性可想而知。再一个就是零件加工的精度,精密度越高,那么零件被使用的性能就越好,那么产品的发挥性质也就越好,所以现在选择精密的五金配件加工一定要选择可信度高的厂家,这来自专业厂家的建议。
在五金配件加工中,弯曲加工通常是需要注意的地方多,是采用弯曲模在压力机上进行弯曲加工是弯曲加工的主要形式,加工时应严格按冲压操作规程进行,严防发生误操作。为完成好零件的弯曲加工,首先要做好弯曲模的安装及其调整。

弯曲模的安装方法
弯曲模的安装分为无导向弯曲模和有导向弯曲模两种,其安装方法与冲裁模基本相同。与冲裁模一样,弯曲模的安装除了应进行凸、四模间隙的调整以及卸料装置等方面的调试外,两种弯曲模还应同时完成弯曲上模在压力机上的上下位置的调整。一般可按下述方法进行:
首先弯曲上模应在压力机滑块进行粗略调整,接着在上凸模下平面与下模卸料板之间垫一块比毛坯略厚的垫片(垫片一般为毛坯厚度的1~1.2倍)或用试样,然后调节连杆长度,一次又一次地用手扳动飞轮(刚性离合器的压力机)或点动 (带摩擦离合器的压力机),直到使滑块能正常地通过下止点而无阻沸或盘不动(即所谓 “顶住” 和“咬住”)的情形。这样扳动飞轮数周,才能到后面固定下模进行试冲。试冲前,应先将放入模具内的垫片取出。试冲合格后,可将各紧固零件拧紧一次并再次检查,检查合格才能正式投入生产。

2、弯曲模的调整要点
(1)凸、凹模间隙的调整
一般来说,按弯曲模安装方法完成弯曲上模在压力机上的上下位置确定之后,弯曲上、下模间隙便也同时得到保证。对有导向弯曲模,由于上、下模在压力机上的相对位置全由导向零件决定,因其上、下模的侧向间隙可采用垫纸板或标准样件的方法来进行调整。只有在间隙调整完成后,才能将下模板固定、试冲。
(2)定位装置的调整
弯曲模定位零件的定位形状应与坯件相一致。在调整时,应充分保证其定位可靠性和稳定性。利用定位块及定位钉的弯曲模,加入试冲后发现位置及定位不准确,应及时调整定位位置或更换定位零件。
(3)卸件、退件装置的调整
弯曲模的卸料系统行程足够大,卸料用弹簧或橡胶应有足够的弹力;顶出器及卸料系统应调整到动作灵活,并能顺利地卸出制品零件,不应有卡死机发涩料后表面平整,不致产生变形和翘曲。
(4)调整弯曲模的注意事项
在弯曲模调整时,如果上模的位置偏下或忘记将垫片等杂物从模具中清除,则在冲压过程中,上模和下模就会在行程下止点位置时剧烈撞击,严重时可能损坏模具或压力机,因此,生产现场如果有现成的弯曲件,就可把试件直接放在模具工作位置上进行模具的安装调整,这样就可避免事故的发生。



 网站首页
网站首页
 电话咨询
电话咨询