
实验室、科研、军工、医疗、航空领域
微细孔/高端精密五金件 · 14年头部供应商
微细孔/高端精密五金件 · 14年头部供应商
-
微信咨询

- 全国客服:18898367360
日期:2025-09-29 编辑:富泰鑫五金 阅读: 0
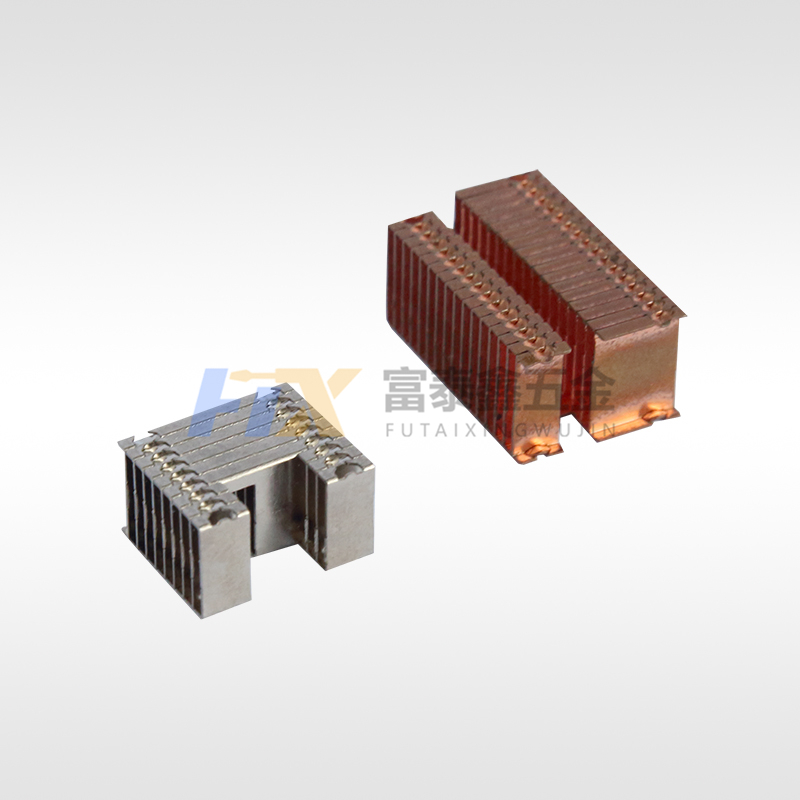
五金冲压件生产过程中,受材料、模具、工艺参数等因素影响,易出现各类缺陷,不仅影响外观,更可能导致产品性能不达标。掌握常见缺陷的原因与解决办法,是提升五金冲压件合格率的关键,以下是四类高频缺陷的应对方案:

1. 毛刺超标:边缘粗糙,影响装配与安全
毛刺是五金冲压件最常见的缺陷,表现为工件边缘出现多余金属凸起,多因模具刃口磨损、模具间隙不当或冲压参数不合理导致。若模具刃口磨损超过0.03mm,会导致材料剪切不彻底,需及时用砂轮或电火花设备修复刃口,修复后需重新校准模具间隙——如厚度1mm的冷轧钢板,模具间隙应控制在0.1-0.12mm,间隙过小易产生细毛刺,过大则出现厚毛刺。冲压参数方面,若冲裁速度过快(超过80次/分钟),会导致材料拉伸过度产生毛刺,需适当降低速度;同时,确保板材表面清洁,避免油污、杂质导致模具刃口受力不均,也能减少毛刺产生。对于已产生的轻微毛刺,可通过振动研磨(搭配研磨石)处理,研磨时间控制在10-20分钟,既能去除毛刺,又不影响工件尺寸精度。
2. 工件变形:尺寸偏差,无法正常装配
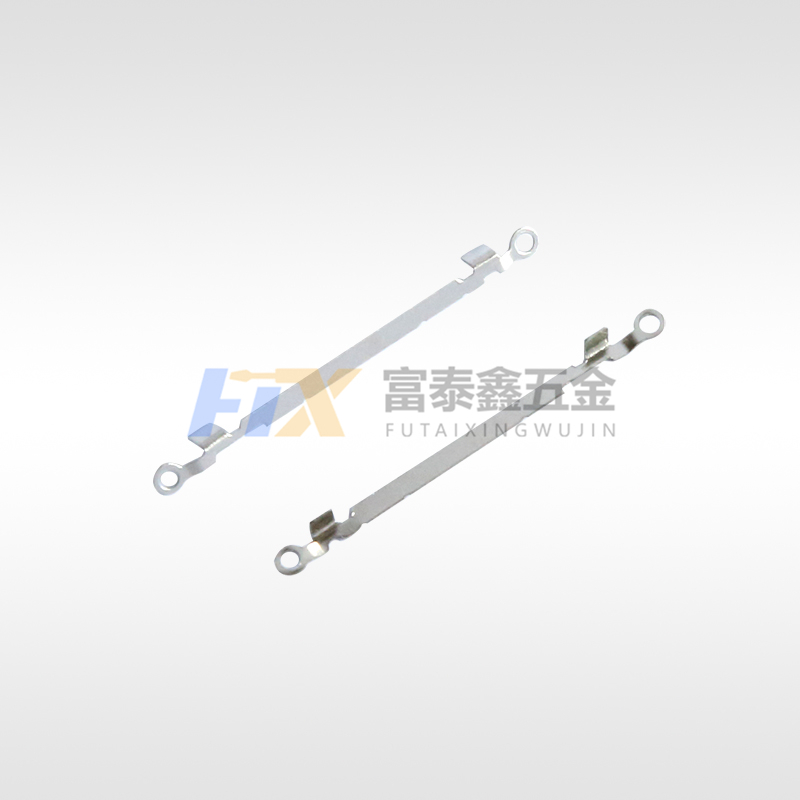
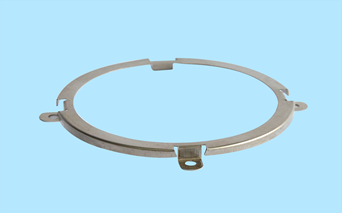
工件变形多发生在薄壁、细长结构的五金冲压件(如厚度0.3mm的表盘、长度直径比>10的探针),主要原因是冲压时应力分布不均、材料回弹或模具定位不当。解决这类问题,首先需优化模具设计——如弯曲件模具增加压料板,减少材料回弹;细长件冲压时采用双顶针工装,避免工件因自重下垂变形。工艺参数方面,采用“分层切削”策略,减少单次冲压变形量——如拉伸深度5mm的工件,分2-3次拉伸,每次拉伸深度控制在2-3mm,同时配合润滑液(如油性冲压油),降低材料与模具的摩擦,减少变形。冲压后增加去应力处理,如将工件放入200-300℃的烘箱保温1-2小时,消除内应力,可使变形量控制在0.02mm以内,满足装配需求。
3. 表面划痕:影响外观,降低产品质感
五金冲压件表面划痕多源于材料表面杂质、模具表面粗糙或送料机构划伤。原材料方面,需确保板材表面无油污、氧化皮,入库前进行表面检测,不合格材料禁止投入生产;模具表面需抛光至Ra≤0.4μm,避免模具型腔的粗糙面划伤工件,若模具表面出现划痕,需用细砂纸(800-1200目)打磨修复。送料环节,在送料机与模具之间加装导向板与清洁辊,清洁辊可去除板材表面的粉尘、杂质,导向板则确保板材平稳进给,避免送料偏差导致工件与模具边缘摩擦产生划痕。对于外观要求高的五金冲压件(如手机中框),可在冲压后增加镜面抛光工序,通过布轮配合抛光蜡(如白蜡)抛光,使表面粗糙度降至Ra≤0.08μm,消除轻微划痕,提升质感。
4. 尺寸超差:精度不达标,影响配合性能
尺寸超差表现为五金冲压件关键尺寸(如孔径、壁厚)超出设计公差,主要原因是模具精度不足、冲压参数漂移或材料批次差异。模具方面,需定期用三坐标测量仪检测模具型腔尺寸,若偏差超过0.005mm,需重新加工模具;同时,确保模具导向柱、导套配合间隙≤0.002mm,避免冲压时模具偏移导致尺寸偏差。冲压参数需固化,通过MES系统记录每次生产的压力、速度、温度等参数,若发现参数漂移(如冲压力波动超过5%),立即停机校准设备——如压力机压力不足,需检查液压系统,补充液压油或更换密封件。材料批次差异也会导致尺寸超差,如不同批次的铝合金延展性不同,需根据材料实际性能微调冲压速度(延展性差的材料适当降低速度),并增加首件检测频次,每批次生产前先试冲5-10件,检测合格后再批量生产。
五金冲压件缺陷的解决,需遵循“源头排查、针对性优化”的原则:先明确缺陷产生的环节(材料、模具、工艺),再制定具体方案,同时建立缺陷统计台账,定期分析高频缺陷,通过持续改进提升产品合格率,降低生产成本。



 网站首页
网站首页
 电话咨询
电话咨询