
实验室、科研、军工、医疗、航空领域
微细孔/高端精密五金件 · 14年头部供应商
微细孔/高端精密五金件 · 14年头部供应商
-
微信咨询

- 全国客服:18898367360
日期:2025-07-17 编辑:富泰鑫五金 阅读: 146
在精密小零件加工中,表面划痕、毛刺不仅影响产品美观,更可能导致装配卡顿、密封失效等问题,尤其医疗、电子领域对表面质量要求极高。掌握这些技巧,能有效提升精密小零件加工的光洁度,满足严苛标准。

优化刀具与切削参数,从源头减少划痕
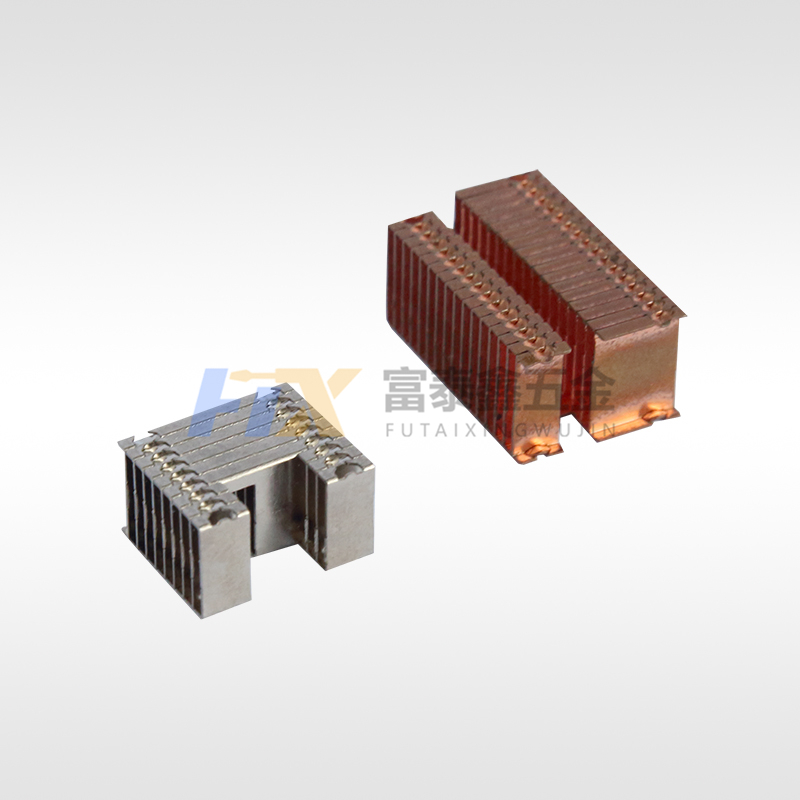
精密小零件加工的划痕多源于刀具磨损或切削参数不当。加工金属零件时,选用超细晶粒硬质合金刀具(如 WC-Co 合金),配合 AlTiN 涂层,其表面硬度达HV3000以上,耐磨性提升2倍,可减少刀具磨损产生的划痕。切削参数需“高速低进给”:铣削不锈钢小零件时,转速设为15000-20000r/min,进给量控制在0.05-0.1mm/r,让刀具平稳切削,避免因振动产生纹路。例如加工手机连接器的黄铜插针,通过参数优化,表面粗糙度从Ra1.2μm降至Ra0.4μm,划痕率降低90%。
精准控制模具间隙,消除冲压毛刺
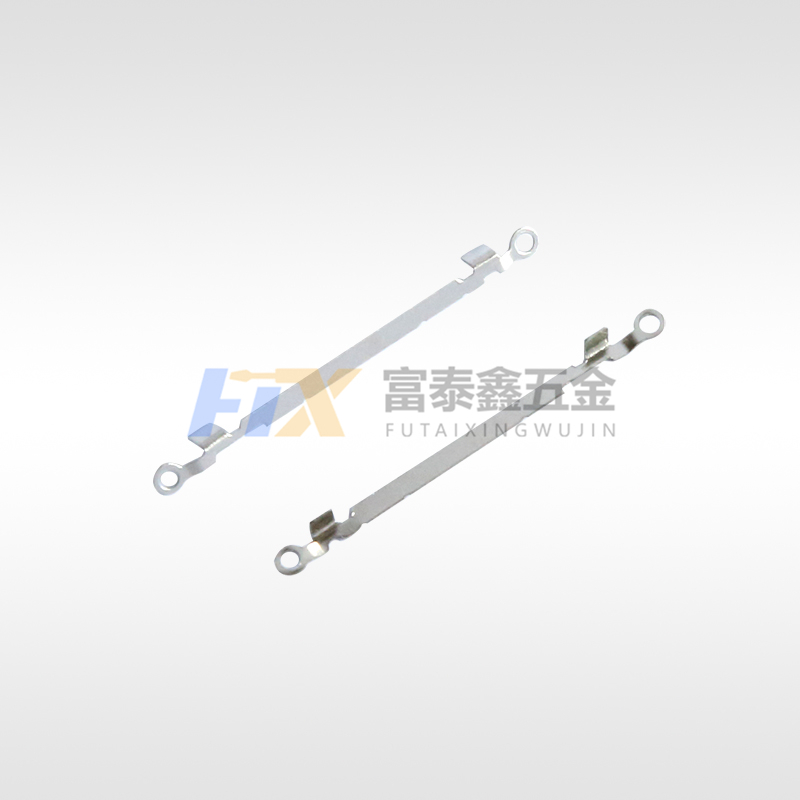
冲压类精密小零件的毛刺多因模具间隙不合理导致。针对0.1-0.5mm厚的金属材料,模具间隙需按材料厚度的 8%-12%设定:不锈钢取上限(10%-12%),黄铜取下限(8%-10%),确保材料剪切整齐。模具刃口需经超精磨处理,刃口圆角≤0.005mm,避免因刃口钝化产生撕裂毛刺。某医疗针头冲压加工中,通过调整模具间隙至0.01mm(材料厚度 0.1mm),配合刃口定期修磨,毛刺高度从0.03mm降至0.005mm以下,满足无毛刺要求。
增加后处理工艺,提升表面光洁度
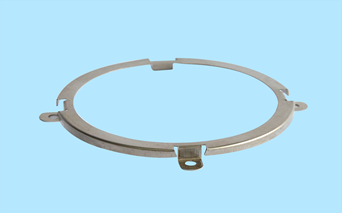
精密小零件加工后,针对性的后处理能进一步优化表面质量。金属零件可采用磁力研磨:将零件与研磨介质(如不锈钢针)放入磁场,通过高频振动去除微小毛刺,同时降低表面粗糙度;陶瓷等硬脆材料适合超声清洗 + 化学抛光,利用超声波剥离表面杂质,再通过化学溶液轻微腐蚀,让表面更光滑。例如航空发动机的钛合金小零件,经磁力研磨后,表面光洁度从Ra0.8μm提升至Ra0.02μm,完全符合密封性能要求。
通过“切削优化防划痕、模具控隙消毛刺、后处理提光洁”的三步法,能系统性解决精密小零件加工的表面问题,让零件既满足功能需求,又达到高端领域对外观与精度的双重标准。



 网站首页
网站首页
 电话咨询
电话咨询