
实验室、科研、军工、医疗、航空领域
微细孔/高端精密五金件 · 14年头部供应商
微细孔/高端精密五金件 · 14年头部供应商
-
微信咨询

- 全国客服:18898367360
日期:2025-07-11 编辑:富泰鑫五金 阅读: 147
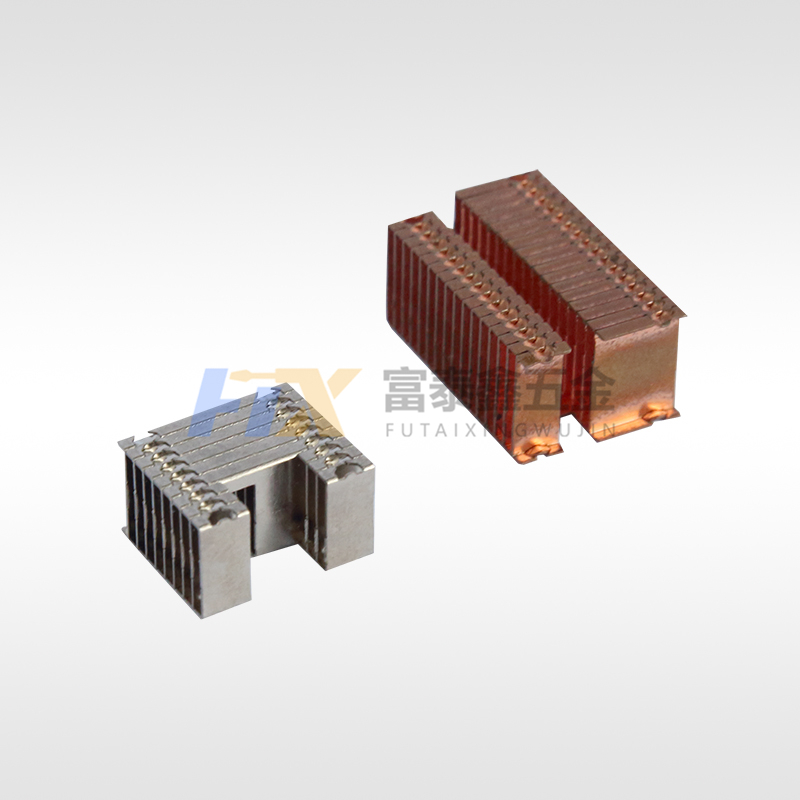
在精密小零件加工中,尺寸偏差超差是影响产品质量的核心问题。哪怕0.01mm的误差,都可能导致零件装配失效,尤其在医疗、航空等高端领域,尺寸精度直接关乎产品性能与安全。解决这一问题,需从设备精度、工艺优化、检测管控三个维度系统发力,筑牢精密小零件加工的质量防线。

设备精度是精密小零件加工的根基。普通加工设备的定位误差可能达0.01mm以上,难以满足微米级需求。需选用高精度CNC加工中心(定位精度≤0.002mm)与超精密磨床,搭配滚珠丝杠与线性导轨(间隙≤0.001mm),确保刀具运动轨迹的精准性。例如加工直径1mm 的微型轴类零件,采用主轴转速达40000r/min的高速加工设备,可减少切削力波动导致的尺寸偏差,让直径公差稳定在±0.003mm 内。同时,定期用激光干涉仪校准设备,每季度检测一次坐标轴定位精度,避免设备老化引发的误差累积。
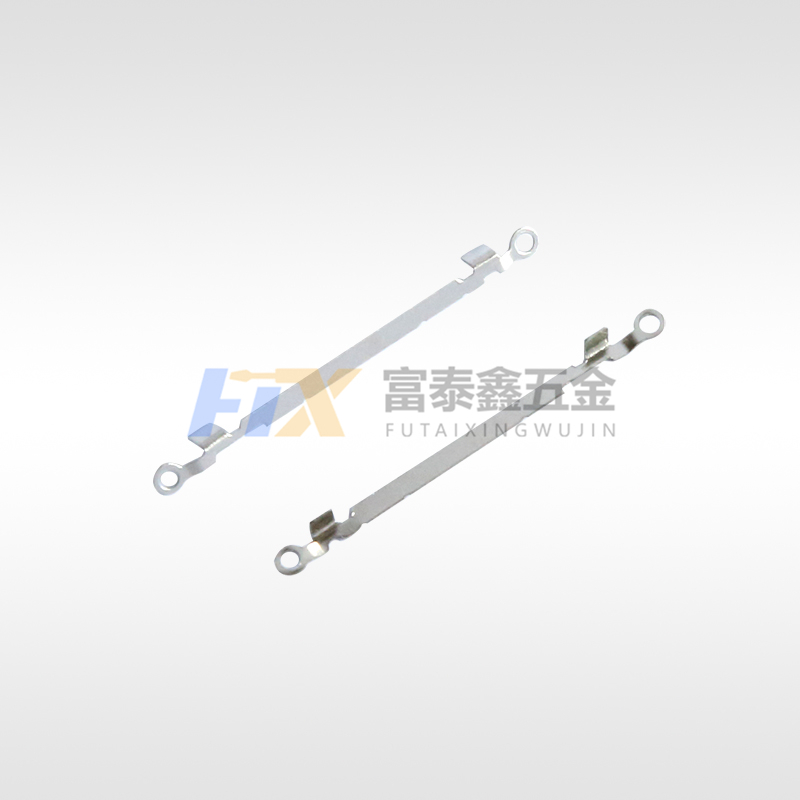
工艺参数优化是精密小零件加工的关键。不同材料、结构的零件需匹配专属工艺:加工薄壁类精密小零件(厚度≤0.2mm)时,采用 “分层切削” 策略,每层切削深度控制在0.05mm以内,减少材料受力变形;对钛合金等高强度材料,降低切削速度(80-120m/min)、提高进给量(0.1-0.15mm/r),避免切削热导致的零件膨胀。以手机连接器插针加工为例,通过优化切削参数,将长度尺寸偏差从±0.02mm降至±0.008mm,完全满足精密装配要求。
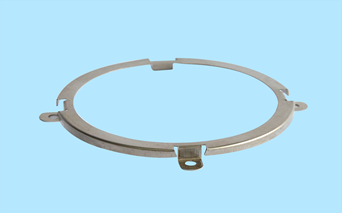
全流程检测为精密小零件加工兜底。首件加工后,需用三坐标测量仪进行全尺寸检测,生成“尺寸偏差报告”,确认合格后再批量生产;批量加工中实施“定时抽检”,每小时抽取5件样品,重点检测关键尺寸(如孔距、垂直度),发现偏差立即停机调整。对超精密零件(公差≤±0.005mm),引入在线检测系统,通过光学镜头实时捕捉尺寸数据,偏差超限时自动触发设备补偿,确保每一件精密小零件都符合设计标准。
通过设备精度管控、工艺参数优化与全流程检测,能有效解决精密小零件加工的尺寸偏差问题,让微米级精度从图纸要求转化为实际成果,为高端制造提供可靠的零件保障。



 网站首页
网站首页
 电话咨询
电话咨询